

Как научиться работать электросваркой
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья. Как научиться работать электросваркой Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать. Однако, не стоит думать, что процесс обучения приемам сварки – простой и быстрый. По большому счету, чтобы научиться качественно варить металл, лучше пройти соответствующие курсы теоретической и практической подготовки, которые могут быть организованы при учебно-производственных центрах или заведениях среднего профессионального образования. Можно попросить поделиться опытом товарища, который владеет этим ремеслом. Если нет – то наверняка придётся испортить немало металлических заготовок и сжечь не одну пачку электродов, пока не «набьется» рука и можно будет сказать себе: «Да, я научился!» Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести необходимое оборудование и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы. Какие виды электросварки существуютСодержание статьи
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей. Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
Ручная дуговая сварка ММА В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
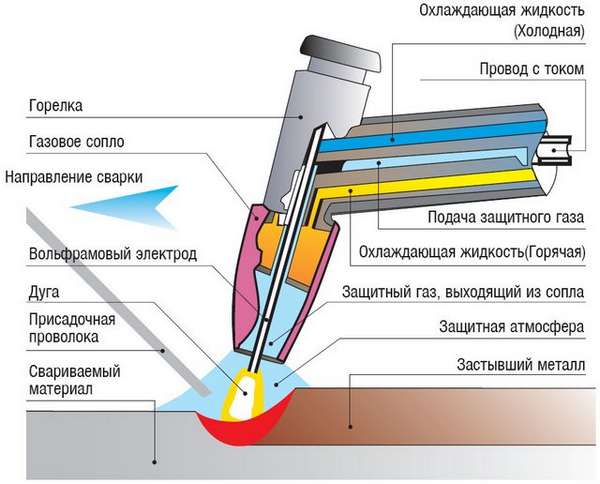 Сварка по технологии TIG Сварка по подобной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
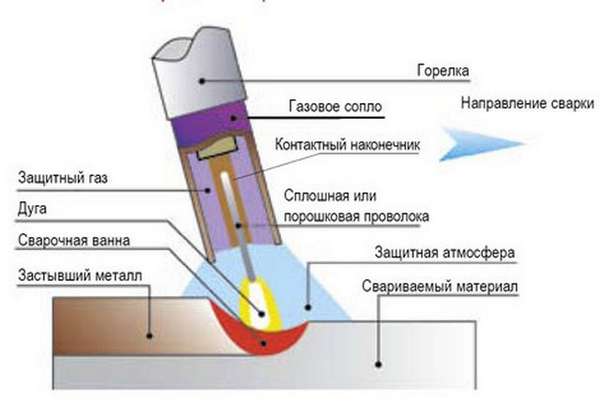 Полуавтоматическая сварка MIG-MAG Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем М МА, но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.  Контактные клещи для точечной сварки по технологии SPOT
Ручная дуговая сварка ММА – что потребуется для работы?Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей. Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы. Сварочный аппарат для дуговой сваркиДля проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
 Сварочный трансформатор Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью. Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
 Сварочный выпрямитель Однако, недостатки остаются – та же массивность и габаритность, даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
 Самое современное решение — сварочный инвертор Все это дает целый «букет» достоинств такого аппарата: — Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках, где подобные проблемы — весьма частое явление. — Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть. — Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует. — Аппарат отличается компактностью и малыми весом. Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение. Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
— «НotStаrt» существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига. — «АrcFоrce» поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность. — «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится. Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Пксть подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше. Видео: как выбрать сварочный инверторСварочные провода, держатель электродов, зажим массы Сварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
 Одни из самых распространенных — держатели-«прищепки» пассатижного типа Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45?. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа. Важным фактором является и удобность держателя, его сбалансированность, «развесовка» – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
 Зажим для подключения массы Оснащение сварщика Необходимое оснащение сварщика
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем, светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом. Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер. Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
 Костюм должен быть из плотного материала, не иметь накладных карманов Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.  Перчатки-краги для сварочных работ
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха. Очень важно — правильно подобрать электроды Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем, классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно. Для примера – электрод Э42 A-У OHИ -13/45—3,0-УД ( ГOСТ 9966—75) или E-432(5) – Б 1 0 ( ГOСТ 9967—75). О чем могут рассказать цифры и буквы?
По следующему ГОСТУ расшифровка такова:
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения: — «А» — покрытие кислого типа, подходит и для постоянки , и для переменки, для любых типов швов, но дает сильное разбрызгивание. — «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности. — «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях. — «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева. — «РЦ», «РЦЖ» — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
— «1» — универсальные; — «2» — все, кроме вертикальных сверху-вниз ; — «3» — недопустимы «потолок» и вертикаль, так же, как в п.2; — «4» — электрод может выполнять исключительно нижние швы.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. упрощенно можно ориентироваться на следующие параметры: — Для заготовок толщиной до 2 мм — O 1.5 - 2.5 мм — 3 мм – O 3.0; — 4 - 5 мм – O 3.0 - 4.0 — 6 - 12 мм – O 4.0 - 5.0 — свыше 12 мм – O 5.0. Видео: классификация электродов для ручной дуговой сваркиПодготовка рабочего места Чтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
Оптимальное решение — металлический сварочный верстак
Первые практические шагиЕсли все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем, не торопясь сразу сваривать какие-либо детали. Для начала следует экспериментировать на ненужных кусках листового металла К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой Начинать обучение лучше всего с электродами O 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием. В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня. При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
Возможные траектории движения электрода После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем, какие-либо четкие рекомендации давать сложно. Первое упражнение — создание ровных валиков Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью. В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот, толкая ее вперед. Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок. Пространственное положение швов
Классификация швов по взаимному расположению свариваемых деталей
Способы наложения нижних швов
Не следует пугаться вот таких первых неудач — опыт обязательно придет Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут. Видео: мастер-класс по ручной дуговой сварке
|







© 2017 nastroyke-info.ru Карта сайта
